通过无线电与接收器实现安全通信,平常存储在机床的刀库中,无需人为干预,便可像刀具或常规测头一样快速、自动更换到机床主轴上,实现制造过程的自动化。
在零件仍夹紧在机床上时快速地获取其完整的表面数据,使直接在机床上测量的速度更上一个层次,同时尽可能地减少对外部测量装置的需要。
LS-R-4.8采用固定蓝色激光线,适用于各种应用和表面类型,无论光亮的表面或是黑暗的表面,都能提供准确的测量结果。LS-R-4.8配有专属分析软件NC Measure | Laserscan,可以支持Fanuc、Siemens、Heidenhain控制系统,并可支持5轴机床的测量。软件的加持,可对测量结果进行分析评估、辅助修正加工工艺,是过程质量控制甚至行业数字化转型的又一进展。
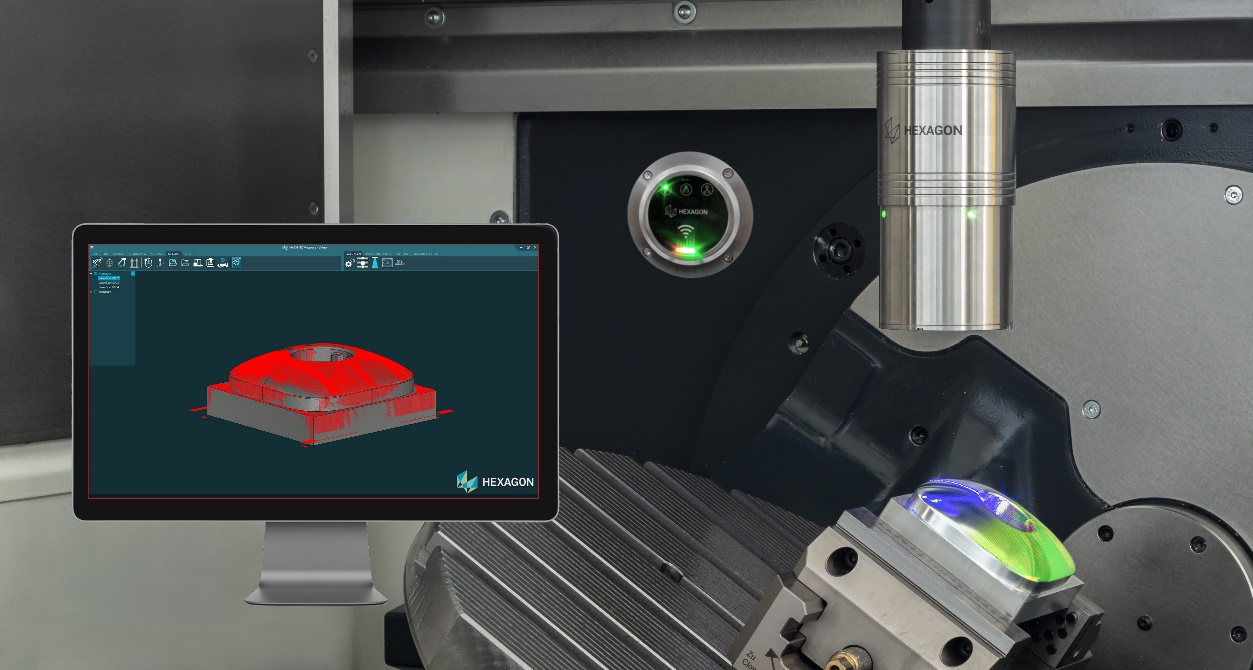
集成在机床上的LS-R-4.8 ,在零件仍夹紧在机床上时快速可靠地获取其整个表面完整的尺寸数据,生成测量结果、评估测量数据是否在公差范围内,并将结果以彩色映射图的形式叠加在零件的数字CAD模型上显示出来。
自由曲面的不规则性或流动性决定了用户必须捕获和分析大量单个测量点才能创建精确的尺寸图像。LS-R-4.8每秒能够捕获数千个测量点,并由易于使用和分析的软件支持,将零件物理结构与数字CAD模型进行比较。支持机床5轴测量,零件的每个区域几乎都能被测量到。
制造过程中,由于不正确的夹紧或无意的弯曲等种种原因,可能会致使零件表面出现缺陷。接触式测量,可以精确捕获有限位置的尺寸数据,但可能无法捕获到表面局部变形。相比之下,激光扫描测量可以快速生成整个表面尺寸数据的完整图像。测量结果清晰完整的呈现,更加便于识别质量波动、分析加工质量、辅助分配加工余量、校正零件以便返工。
并非所有零件都有3D模型。 LS-R-4.8扫描机床上的零件,为其创建3D模型,将测量结果导出为stl文件并集成到CAD程序中。
类型 | 参数 |
激光等级 | 2 (EN /IEC 60825-1: 2014) |
激光类型 | PL450B (激光二极管) |
发射波长(蓝色) | 450 nm |
激光类型 | CW激光(连续波) |
数据传输 | 无线电 |
工作距离和深度(Z)(外壳 边缘到平均工作距离) | 115 ±40 mm |
线宽 | 27.1 mm (最小工作距离) 39.2 mm (平均工作距离) 51.3 mm (最大工作距离) |
数据速率 | 30,000~36,000 Pt/s |
传感器对外界光线不敏感 | 5000 lx(散射间接人造光) |
工作温度 | 5~40℃ |
特殊精度温度范围 | 15~40℃ |
存储温度 | -25 ~ 70 °C |
净重 | 1900g |
电源 | 4*3.7 V电池,26650,锂离子,5000 mAh |
电池寿命(可充电电池,含充电装置) | 10h(连续使用时长) |
防尘和防水等级 | IP68 (IEC 60529) |



